Thép là đồ dùng liệu không còn xa lạ hiện diện trong phần đông mặt đời sống từ gia dụng đến công nghiệp. Trên thế giới có hàng ngàn sản phẩm thép không giống nhau nhưng những loại phổ cập rộng rãi tốt nhất là thép xây dựng, thép cuộn cán nóng, thép cán nguội,...Trong nội dung bài viết dưới đây, chúng tôi sẽ tiết lộ cách minh bạch thép cán nóng và cán nguội.
Bạn đang xem: Sắt cán nóng
Thép cuộn cán rét là gì?
Thép cán nóng là vật tư được sản xuất thành từ quá trình cán lạnh ở nhiệt độ cao. ánh sáng cao làm đổi khác vật hóa học cũng như biến đổi hình dạng của kim loại để tạo hình dạng như ước ao muốn.

Đặc điểm của thép cuộn cán nóng
Thép cuộn cán nóng gồm một số điểm sáng sau:
Một bề mặt của thép thu nhỏ, phần còn lại được gia công mát từ ánh sáng cực đoan.Cạnh, góc tròn của thép cán nóng được gia công tròn những thanh và sản phẩm dạng tấm.Thép cuộn cán nóng gồm sự bóp méo nhẹ, địa điểm làm mát có thể tạo thành hình thang khá ngược đối với góc vuông hoàn hảo.Công dụng của thép cuộn cán nóng
Thép cuộn cán rét được thực hiện trong nhiều nghành xây dựng, sản xuất như chế tạo đóng tàu, con đường ray, khung xe hơi, tôn, thép ống đúc, thép ống hàn, chế tạo các các loại thép hình (thép I, V, U, H…). Bên cạnh đó còn là nguyên liệu sản xuất thép cuộn cán nguội, thép cuộn cán nguội dạng cuộn, dạng tấm.

Thép cuộn cán nguội là gì?
Thép cuộn cán nguội là thép cuộn cán nóng sau thời điểm để nguội cho cán lại ở ánh sáng phòng, cho ra kích thước đúng chuẩn và hóa học lượng mặt phẳng thép tốt nhất.
Quy trình hoàn thành xong thép cuộn cán nguội bao gồm quay, mài, đánh bóng. Mỗi khâu để giúp sửa đổi các mẫu thép cán lạnh để giành được thành phẩm có chất lượng tốt nhất.

Đặc điểm của thép cuộn cán nguội
Thép cuộn cán nguội tất cả một số điểm lưu ý sau:
Có chất lượng cao hơn thép cuộn cán nóng, mặt phẳng hoàn thiện hơn.Bề phương diện thép cuộn cán nguội mịn và tất cả dầu nhờn.Thanh thép tất cả dạng vuông, tinh tế được xác định rõ ràng.Ống thép bao gồm độ đồng trọng tâm cao cùng thẳng hơn.Công dụng của thép cuộn cán nguội
Thép cuộn cán nguội được sử dụng trong những công trình gồm tính kỹ thuật, cần đúng đắn và tính thẩm mỹ. Thép cuộn cán nguội được thực hiện để tạo thành các sản phẩm như: thép cuộn, thép tấm, thép tấm phẳng mỏng, các cụ thể hình vuông, tròn, các sản phẩm có mặt phẳng láng mịn.
Thép cán nguội cứng và bền lâu thép cuộn cán nóng, dễ thiết kế hơn, mặc dù nhiên ngân sách chi tiêu của sản phẩm cũng cao hơn.

Cách minh bạch thép cán cuộn nóng và thép cuộn cán nguội
Điểm biệt lập của thép cán nóng và cán nguội ở ở giai đoạn cán thép – đấy là giai đoạn sau cùng trong quy trình sản xuất thép. Thép cuộn cán nóng là sản phẩm được tạo ra từ quy trình cán rét ở ánh nắng mặt trời cao. Trong lúc thép cuộn cán nguội được hình thành từ các bước cán nguội và nhiệt độ cán là khá thấp, đôi khi có thể tương đương với nhiệt độ phòng.
Sự khác biệt giữa thép cán nóng và cán nguội như sau:
Tiêu chí | Thép cán nóng | Thép cán nguội |
Dung sai | Dung sai bự do trong quy trình sản xuất ánh nắng mặt trời đang lạnh rồi nguội dần bắt buộc thép tự biến dạng và ko được kiểm soát | Dung sai bé dại hơn do ánh sáng trong quá trình sản xuất sút và kiểm soát điều hành được cũng tương tự tác động của các dung dịch làm mát |
Độ dày | 0,9 mm trở lên | 0,15mm - 2,0mm |
Bề mặt | Bề mặt thép thô, sần sùi, có màu xanh lá cây đen đặc trưng, tính thẩm mỹ không cao | Bề khía cạnh thép white sáng, độ bóng cao và tất cả màu ghi xám |
Mép biên | Thường xén biên thẳng và sắc mép | Hai biên cuộn thường xuyên bo tròn, xù xì, biến đổi màu rỉ sét khi để một thời hạn dài |
Bảo quản | Có thể để thép cuộn cán lạnh ở bên cạnh trời trong thời gian dài nhưng không cần sử dụng tới các vật dụng bao che | Cần được bảo quản ở trong công ty và cần được bao bọc bởi một lớp che phủ nhằm mục đích tránh cho mặt phẳng thép không bị trầy xước |
Thông qua bài viết trên đây, với những chia sẻ về cách phân biệt thép cán nóng với cán nguội, chúng tôi tin tưởng rằng các bạn đã bổ sung thêm những tin tức thật hữu ích. Để từ đó lựa chọn cài đặt được sản phẩm tương xứng với dự án công trình của mình.
Phân biệt thép cán nóng cùng cán nguội kia là câu hỏi nhiều khách hàng tương tác đến Thép Bảo Tín.
Khi bạn bước đầu dự án của mình, là lúc bạn cần phải biết loại thép làm sao sẽ tương xứng nhất với nhu yếu của dự án.
Các cách thức sản xuất thép không giống nhau có thể tạo ra các vật liệu có tác dụng việc tốt hơn cho những ứng chính sách thể.
Đặc biệt là 2 phương thức sản xuất thép cán nóng với cán nguội. Chúng đặc biệt quan trọng có ảnh hưởng lớn cho hiệu suất toàn diện của thép thành phẩm.
Việc trang bị những kiến thức về sự biệt lập giữa hai phương thức có thể góp công ty của công ty tiết kiệm thời gian, ngân sách nguyên vật tư và xử lý bổ sung cập nhật đó.
Bài viết này của Thép Bảo Tín, sẽ nhằm mục tiêu mục đích phân tích và lý giải sự biệt lập giữa thép cán nóng và thép cán nguội. Bao hàm việc trao đổi về những điểm mạnh và tiêu giảm của từng phương pháp.
Nội Dung Chính
Tìm gọi về Thép cán nóng và thép cán nguộiThép cuộn cán nóng là gì?
Thép cán nguội
Quy trình cán là gì?
Thuật ngữ trong cán kim loại
Mô tả quá trình sản xuất thép cán nóng và cán nguội
Giai đoạn 4: Cán
Thép cán nóng cùng thép cán nguội không giống nhau như cụ nào?
Tìm phát âm về Thép cán nóng với thép cán nguội
Thép cuộn cán lạnh là gì?
Thép cán nóng (Hot Rolled Steel) là nhiều loại thép được sản xuất bằng phương pháp cán ở ánh nắng mặt trời rất cao, hay trên 1000° F. Điều này hỗ trợ cho thép có công dụng tạo hình và tối ưu tốt hơn so với thép không qua xử lý, giúp cho việc gia công trong các bước tiếp theo trở nên tiện lợi hơn.

– Ưu điểm
Phương pháp cán nóng tạo nên ứng suất chảy của thép giảm, đôi khi làm tăng mức độ dẻo của thép. Góp nó trở yêu cầu dễ uốn rộng và rất có thể được chế tạo hình và định hình chính xác.Khi thép được nung nóng với cán liên tục, các phần tử trong thép khuếch tán giỏi hơn. Giúp sa thải hoặc làm sút tính không đồng điệu của thép thành phẩm.Quá trình cán nóng thép còn khiến cho làm giảm kích thước, hoặc đóng hoàn toàn các lỗ rỗ vì thoát khí oxy chế tác thành trên mặt phẳng thép.– Nhược điểm
Các một số loại thép sau khoản thời gian được cán nóng, thường được thiết kế mát ở nhiệt độ phòng. Và quy trình làm non này thường diễn ra không đồng đều. Dẫn tới việc hình thành nhiều ứng suất dư vào thép thành phẩm. Đặc biệt ở những loại thép có mặt cắt ngang ko đồng đều, như các loại thanh ray, dầm I, …Dung sai kích thước tổng thể của thép thành phẩm thường rơi vào từ 2 ~ 5 %. Mặc cho dù thành phẩm có quality tốt, nhưng mặt phẳng của bọn chúng thường được bao trùm bởi lớp màng oxit (có thể call là các vảy cán – vảy hiện ra sau quá trình cán nóng). Đây là một trong những oxit có mặt ở ánh sáng cao. Làm cho thành phẩm có thẩm mỹ và làm đẹp không cao, nhưng có thể khắc phục được bằng một số trong những kỹ thuật: tẩy, mài hoặc xịt cát.Thép cuộn cán nóng có tác dụng gì?Những công dụng này tạo cho thép cán nóng tương xứng nhất cho những thành phần kết cấu và các ứng dụng không giống không yêu thương cầu khá cao về hình trạng và dung sai, chẳng hạn như:
Thép ray xe lửaDầm chữ IKhung xe tải
Bộ ly đúng theo của ô tô, bánh xe và vành bánh xe
Vỏ của những loại thiết bị nén, ….
Bạn đang quan tâm:
Thép cán nguội
Thép cán nguội (CFS) là thuật ngữ chung, để chỉ các sản phẩm thép được cung ứng bằng những quá trình gia công nguội (gia công ở ánh nắng mặt trời phòng).
Thép cán nguội (cold-rolled steel) là một số loại thép được cán ở ánh sáng thấp hơn so cùng với thép cán nóng, thường ở khoảng tầm 700 đến 900 độ C. Sau khoản thời gian được cán, thép cán nguội được xử trí thêm bằng các quy trình như xén, cắt, uốn cong hoặc phẳng, tạo nên các thành phầm thép có độ bền cao cùng độ đúng mực kích thước tốt.
Các cách thức gia công nguội được triển khai thường là: cán, ép, dập, uốn, …
– Ưu điểm:
Độ bền và độ cứng của thép sản phẩm cao, thường cao hơn 15 – 20% đối với thép cán nóng. Hiệu quả này đã có được nhờ các quy trình uốn cong hoặc gia công thép.
Giá trị ứng suất rã của thép hình nguội thường xuyên nằm trong vòng từ 33ksi mang đến 80ksi.Modul bọn hồi của thép cán nguội có thể đạt tự 29.000 đến 30.000 ksi.Thép cán nguội chất nhận được tạo ra những thành phẩm thép tất cả độ đúng mực cao. Vày cả vượt trình tối ưu đều được triển khai ở nhiệt độ phòng, thép sẽ không co lại y như trong các bước cán nóng.
Thép cán nguội có bề mặt mang tính thẩm mỹ và làm đẹp cao, nhẵn mịn bởi không ra đời màng oxit.
Chất lượng của thành quả đồng nhất.
– Nhược điểm:
Khả năng chịu tải của các cấu kiện chịu uốn và nén bằng vật liệu thép cán nguội hay bị số lượng giới hạn bởi điểm chảy. Hoặc ứng suất uốn nhỏ hơn điểm rã của thép, quan trọng đặc biệt đối với các cấu kiện chịu đựng nén gồm tỷ số chiều rộng phẳng kha khá lớn và so với các cấu kiện chịu đựng nén có hệ số mảnh mai kha khá lớn.
Hình thái thành phẩm hay bị số lượng giới hạn ở một số trong những hình dạng nhất định: vuông, tròn, oval, chữ nhật, … Vì hôm nay thép sẽ nguội, độ cứng, độ bền tăng lên, trong những lúc độ dẻo giảm xuống. Khiến thép cán nguội cạnh tranh tạo hình hơn.
Thép cuộn cán nguội làm cho gì?Sản xuất vật dụng gia dụngSản xuất nội thất
Các cấu kiện yên cầu tính đúng chuẩn cao, …
Nó gồm độ cứng tốt, dẻo dai và chịu được sở hữu trọng lớn, dễ cắt, hàn cùng cắt. Bởi vì các điểm lưu ý này, thép cuộn cán nguội hay được áp dụng trong các sản phẩm cần rất tốt và khả năng chịu sở hữu tốt.
Quy trình cán là gì?
Cán là một quá trình trong đó vật tư được kéo bằng ảnh hưởng ma tiếp giáp giữa hai trục lăn hình tròn trụ quay giúp sút độ dày của đồ liệu.
Trong quá trình này, hai con lăn hình tròn trụ được đính với các ổ trục được dẫn động với việc trợ giúp của một hễ cơ mạnh khỏe mẽ.Dung không nên giữa các cuộn hoàn toàn có thể được hiệu chỉnh kết quả theo nhu cầu.Khoảng phương pháp hoặc dung không đúng này được điện thoại tư vấn là khoảng cách cuộn của lỗ được hiệu chỉnh.Đây là một trong những quy trình tối ưu kim loại công dụng và an toàn và tin cậy nhất giúp đạt được sản lượng lớn.Trong quá trình này, việc kiểm soát chặt chẽ sản phẩm ở đầu cuối cũng kha khá dễ dàng.Quy trình Cán nóng
Cán rét là vượt trình gia công kim loại xẩy ra ở ánh sáng vượt quá ánh nắng mặt trời tái tinh thể của vật dụng liệu. Sau khi hạt được biến tấu trong quá trình gia công, bọn chúng sẽ tái tinh thể lại, duy trì nguyên cấu tạo vi mô đồng đa số và phòng ngừa sắt kẽm kim loại bị cứng hóa. Vật tư khởi điểm thường là các sản phẩm đúc nửa thành phẩm như thanh đúc, tấm đúc, đốt đúc với thanh tròn.
Quy trình Cán nguội
Cán nguội xảy ra khi sắt kẽm kim loại ở dưới ánh sáng tái tinh thể của nó (thường ở nhiệt độ phòng), làm tăng độ cứng thông qua quá trình cơ học lên đến 20%. Nó cũng cải thiện mặt phẳng và giữ lại chặt những sai số kích thước. Các thành phầm thường được cho cán nguội bao hàm các tấm, dải, thanh và cần; những thành phầm này thường bé dại hơn so với những sản phẩm tương tự cho cán nóng. Vị kích thước nhỏ dại hơn của các sản phẩm và độ cứng cao hơn, so với cp cán nóng, các nhà máy tư trục hoặc nhiều được sử dụng. Cán nguội không thể bớt độ dày của một sản phẩm như cán rét trong một lượt cán.
Xem giải thích cụ thể hơn trên wikipedia.
Thuật ngữ vào cán kim loại
Trước khi đi vào tiến trình chi tiết, họ sẽ tò mò một số thuật ngữ được sử dụng trong quy trình cán.
Xem thêm: Top 10 mẫu áo sơ mi nữ đẹp 2019 as1888, áo sơ mi kiểu nữ đẹp nhất 2019
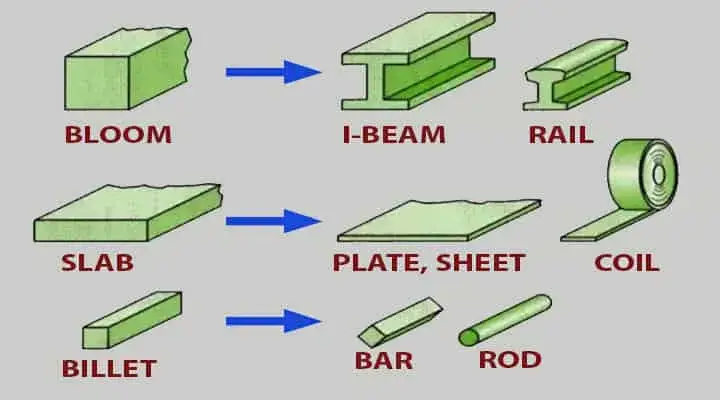
BloomsBloom là vật liệu thứ nhất được làm cho từ phôi.Đây là trang bị liệu đầu tiên được cấp dưỡng từ phôi.Nó được phân phối ở ánh sáng rất cao.Nó có thể có hình vuông vắn hoặc hình chữ nhật với kích thước rất có thể là 150mm x 150mm hoặc 150mm x 200mm hoặc 250mm x 250mm.BilletsPhôi được sản xuất từ billets.Kích thước phôi khoảng chừng 50mm x 50mm hoặc 100mm x 100mm hoặc 125mm x 125mm.Được tiếp tế như: Ống, dây điện, thanh ..vv.SlabTấm được thiết kế từ phôi.Nó rất có thể có hình chữ nhật và form size sẽ gồm chiều rộng lớn từ 600mm đến 1500mm và độ dày từ 50mm cho 160mm.PlateTấm được cán thêm để sinh sản thành tấm.Nó có thể được xong xuôi hoặc hoàn toàn có thể được phân phối thành phẩm.Độ dày của tấm là hơn 6 mm.SheetĐiều này được hình thành từ tấm.Rất mỏng tanh và độ dày về tối đa là khoảng chừng 6 mm.StripNó được cấp dưỡng từ tấm.Chiều rộng buổi tối đa là 600mm.Độ dày tối đa là 6 mm.FoilDải siêu mỏng.Chiều rộng tối đa là 300 mm.Độ dày tối đa 1.5mm.BarMảnh sắt kẽm kim loại dài với thẳng.Mặt giảm đồng nhất.Nó rất có thể là hình tròn có nghĩa là thanh hoặc nó hoàn toàn có thể là hình vuông.WireNó được ra đời từ thanh.Rất mỏng.Kích thước là 9,5 mm vuông trong mặt phẳng cắt ngang.Quy trình cán
Trong trường phù hợp này, phôi hoặc vật tư trải qua biến tấu dẻo vì lực nén.Chiều nhiều năm được kéo dài ra và ăn mặc tích mặt cắt giảm, nhưng lại tổng trọng lượng vẫn giữ nguyên.Các trục sẽ ép vật liệu hoặc phôi bằng cách tạo ra ứng suất nén do ảnh hưởng tác động quay.Quá trình xử lý vật liệu ban đầu, tức là Phôi, được sản xuất bởi khuôn kim loại.Thỏi rất có thể có hình dạng và form size hình học tập bất kỳ.Nó thu được bằng phương pháp thu được một sắt kẽm kim loại nóng tung trong lò.Kim nhiều loại nóng chảy nghỉ ngơi nhiệt độ thích hợp được đổ vào vùng khuôn kim loại và nhằm nguội.Sau quy trình này, kim loại rắn được mang ra và kim loại này được call là Thỏi.Thỏi này hiện được chuyển hẳn sang các cuộn để có được hình dạng mong ước theo nhu cầu, ví dụ điển hình như:
billets,bars,slabs,plates,sheets=> tìm hiểu kỹ rộng về phương thức gia công “cán”
Mô tả tiến trình sản xuất thép cán nóng với cán nguội
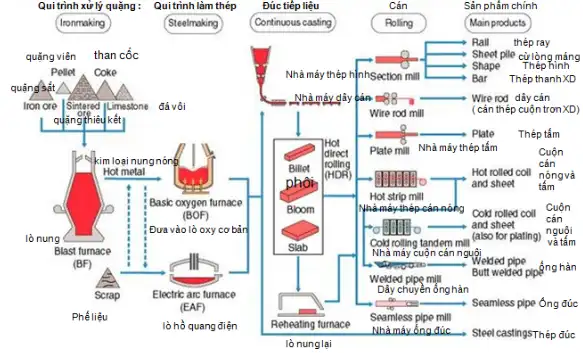
Giai đoạn 1: cách xử trí quặng
Trong quy trình tiến độ này các vật liệu đầu vào như: Quặng viên (Pellet), quặng sắt (Iron ore), quặng thiêu kết, và các chất phụ gia như than ly (coke), đá vôi (lime stone) được đưa vào lò nung (Blast furnace).Nếu là phế liệu cũng trở nên được nung rét tới 1 nhiệt độ nhất định để gia công thành dòng sắt kẽm kim loại nóng rã (hot metal).Giai đoạn 2: Tạo cái thép nóng chảy
Dòng sắt kẽm kim loại nóng tung được xuất hiện từ tiến độ 1, được dẫn đến lò cơ bản (Basic oxygen furnace), hoặc lò hồ quang điện (Electric arc furnace).Tại đây, sắt kẽm kim loại nóng được xử lý, bóc tạp hóa học và làm nên tương quan lại giữa những thành phần hoá học.Là đại lý để ra quyết định mẻ thép tạo nên cho loại sản phẩm nào, thuộc mác thép nào.Ví dụ mẻ thép sẽ dùng để cán thép thanh vằn SD390 thì các thành phần hoá học sẽ được điều chỉnh ngay ở quy trình tiến độ này để cho ra mác thép SD390.Giai đoạn 3: Đúc tiếp liệu
Dòng kim loại sau thời điểm ra khỏi tiến độ 2 được chuyển tới:
Steel Castings: Đúc các thành phầm khác.Tới lò đúc phôi: từ lò này đã đúc ra 3 nhiều loại phôi:Phôi phiến (Slab) các loại phôi thành thường dùng làm cán ra thép cuộn cán nóng, thép tấm cán nóng, thép cuộn cán nguội hoặc thép hình.
Phôi Bloom là một số loại phôi rất có thể sử dụng sửa chữa thay thế cho phôi thanh cùng phôi phiến.
Sau khi, phôi được đúc dứt có thể để tại hai trạng thái: trạng thái nóng và trạng thái có tác dụng nguội.
Trạng thái nóng (hot direct rolling) tâm trạng này gia hạn phôi tại một nhiệt độ cao sau khi ra khỏi quy trình hình thành phôi để lấy thẳng vào quy trình cán sản phẩm.
Trạng thái nguội của phôi để chuyển tới các nhà trang bị khác và sẽ được làm nóng lại (Reheating furnace) tại những nhà thiết bị đó để lấy vào quá trình cán sản phẩm.
Giai đoạn 4: Cán
Phôi được đưa vào các nhà máy nhằm cán ra các thành phầm thép:
Đưa phôi vào nhà máy thép hình (Section mill) để cán ra các thành phầm thép như sau: Rail (thép ray); Sheet pile (thép cừ lòng máng); Shape (thép hình các loại); Bar (thép thanh xây dựng).Đưa phôi vào nhà máy thép (wire rode mill) để cán ra thép cuộn trơn tuột xây dựng.Đưa phôi vào xí nghiệp thép tấm (Plate mill) để cán ra thép tấm đúc (Plate).Đưa phôi vào xí nghiệp thép cán lạnh (Hot Strip mill), phôi sẽ tiến hành cán ra thép cuộn cán rét (Hot roll coil-HRC).Hoặc thép tấm cắt (cắt tức thì kho ra cuộn với đóng kiện – sản phẩm Baotou).
Trong quá trình cán ra thép cuộn cán nóng thép cuộn sẽ ở ánh sáng cao (VD 780o
C).
Nếu mong cán ra thép cuộn cán nguội (Cold roll coil-CRC) thì hạ ánh sáng cuộn thép kia xuống sức nóng độ thích hợp (VD:480oc) và liên tục cán sút độ dày.
Như vậy, tức thì ở quá trình này phân phối ra thép cuộn cán nguội với thép cuộn cán nóng.Hiện nay, những nhà trang bị cán lại ở nước ta đang sử dụng Phôi thép cuộn cán nóng: (1,75-5,0 mm) tiếp đến đưa vào lò nung lên đến mức nhiệt độ tương thích (VD 480o
C) để cán sút độ dày ra thép cuộn cán nguội
– Từ những nhà thứ thép cán nóng sau khi cán ra thép cuộn cán nóng rất có thể đưa trực tiếp tới xí nghiệp sản xuất cán thép ống hàn (welded pipe mill).
– Đưa phôi vào nhà máy sản xuất cán thép ống đúc (Seemless pipe mill) để phân phối ra thép ống đúc.
Trên đây, là quá trình sản xuất các sản phẩm thép.
Như vậy bạn có thể hiểu được thép cán nguội, cán nóng phân phối ra như thế nào.
Thép phát hành là thép cán nóng tuyệt cán nguội?
Thép phát hành thường được cấp dưỡng từ thép cán nóng (hot-rolled steel). Quá trình sản xuất thép cán nóng bao hàm đưa thép qua lò nóng để nóng rã và tiếp đến đưa vào đồ vật cán để tạo thành các tấm thép dày và rộng. Theo đó, thép cán nóng thông thường sẽ có tính dẻo cùng độ bền cao hơn nữa so với thép cán nguội.
Tuy nhiên, trong một trong những trường hợp quánh biệt, thép cán nguội (cold-rolled steel) cũng có thể được thực hiện trong xây dựng, đặc biệt là khi phải các đặc điểm cơ học và kích thước đúng chuẩn cho những ứng dụng quan trọng đặc biệt như hành lang cửa số và cửa ngõ ra vào. Thép cán nguội được sản xuất bằng phương pháp đưa tấm thép qua những máy cán có ánh sáng thấp hơn so với quy trình sản xuất thép cán nóng.
Tóm lại, trong đa phần các áp dụng xây dựng, thép cán rét là vật tư được sử dụng thông dụng nhất cho các công trình xây dựng, tuy thế trong một số trường hợp sệt biệt, thép cán nguội cũng hoàn toàn có thể được sử dụng.
Thép cán nóng với thép cán nguội không giống nhau như núm nào?
Như đã chỉ ra rằng ở trên, sự khác hoàn toàn chính giữa thép cán nóng và thép cán nguội là ánh sáng mà bọn chúng được xử lý. Thép cán nóng được cán trên nhiệt độ kết tinh lại của trang bị liệu, trong những lúc thép cán nguội được cán dưới nhiệt độ kết tinh lại của thứ liệu. Ngoài quality này, bao gồm một vài sự khác biệt khác giữa hai đồ dùng liệu, bao gồm liên quan tới những điều sau:
Chất lượng bề mặt. Thép cán lạnh có xu hướng có những cạnh và mặt phẳng thô ráp rất cần được khử cacbon hoặc các phương thức xử lý không giống để sẵn sàng sử dụng trong các vận động sản xuất tiếp theo. Ngược lại, thép cán nguội thường có mặt phẳng sáng bóng cùng nhẵn chất nhận được nó được áp dụng nguyên trạng trong các vận động sản xuất.Độ cứng đồ liệu. Quy trình cán nguội tạo ra thép bao gồm độ bền với độ cứng cao hơn nhiều so với thép được tiếp tế bằng quá trình cán nóng.Căng thẳng mặt trong. Độ bền với độ cứng đồ dùng liệu to hơn được trình làng bởi quy trình cán nguội kèm theo với ứng suất bên trong lớn hơn. đa số ứng suất này cần được sa thải trước khi thiết bị liệu có thể được xử lý; giả dụ không, bộ phận hoặc thành phầm cuối cùng hoàn toàn có thể bị cong vênh.Không buộc phải nhầm lẫn hai nhiều loại thép này với các thông số kỹ thuật hoặc mác dùng làm phân một số loại thép theo yếu tắc hoặc công năng vật lý. Thép có thể được cán rét hoặc cán nguội bất kể thông số kỹ thuật kỹ thuật hoặc cấp cho luyện kim của nó.









{kind=link}